"15 Successful years with 50+ Major Global Projects."
1. ACTIVATED SLUDGE PROCESS (ASP)
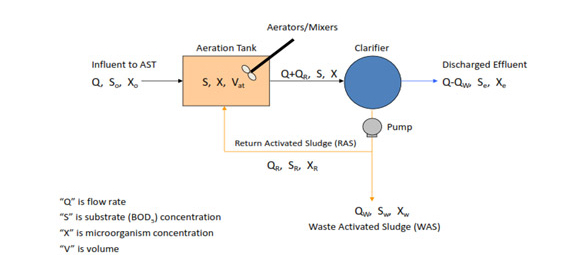
It is the most commonly used process for domestic and industrial waste water treatment from small to larger capacity of effluent. We are providing ASP treatment depending on client requirements and inlet, outlet and organic load to the system. ASP is very simple and easy to implement but need more space and more energy than other treatment methods. We are providing complete mix - as conventional aeration and Extended aeration process or both depending on the inlet organic load to the system. Aeration system will be Diffused system (fine/coarse) with retro fit or without, Mechanical surface aerators and submerged turbine aerators. The overflow from Aeration tank will be taken into Secondary clarifier for further separation of sludge and water and part of sludge will be recycled back at inlet of aeration tank and excess will be sent for dewatering or other process.
2. MOVING BED BIO REACTOR (MBBR)
MBBR technology is based on the bio film principle with an active biofilm growing on small specially designed plastic carriers that are kept suspended in the reactor. The carriers are designed to provide a large protected surface area for the biofilm and optimal conditions for the bacteria culture when the carriers are suspended in water.
Benefits of MBBR technology
1. Less space required and easy operation for BOD, COD and nitrogen removal
2. High loading rate compared to other conventional biological treatment – High Strength reactor
3. To increase the amount of biological population by providing larger surface area to bacteria
3. MEMBRANE BIOLOGICAL REACTOR (MBR)
Membrane Bio Reactors provide a very compact, robust, simple effluent treatment plants that are capable of producing very high quality effluent discharge. It is designed to achieve high quality effluent within a small overall foot print. The MBR process utilises the well proven activated sludge process but replaces conventional final settlement with an ultrafine membrane which effectively filters the final effluent.

Benefits of MBR technology
1. The membrane is an extremely effective solids separation device
2. High removal efficiency results in a very high effluent quality
3. Simplicity of system design
4. No requirement for final settlement tanks
5. Offers bacterial removal without the need for complicated ultra violet radiation systems.
4. SEQUENTIAL BATCH RECTOR (SBR)
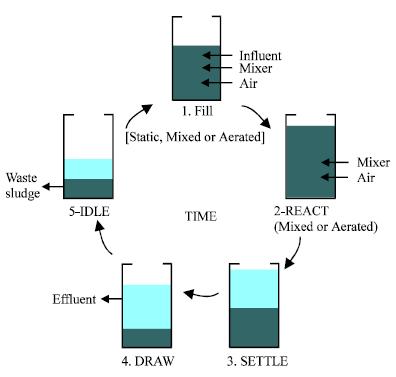
The SBR is a fill-and-draw activated sludge system that combines all of the treatments steps (anoxic phase, aerobic phase and sedimentation phase) into one single basin. It consists of the following five basic steps
1. Fill (addition of new wastewater),
2. React (anoxic and/or aerobic phase),
3. Settle (mixing is stopped to let biomass settle down),
4. Draw (removing the clarified and treated water) and
5. Idle (during this phase sludge is usually removed).
The SBR unit performs two unitary operations in one single batch reactor:-
1. Biological reaction, performed in the anoxic and oxidation treatment sections, and
2. Solid/liquid separation by settling of biological sludge, achieved in the same tank by stopping the aeration system under the settle phase.
For continuous operation flow application, more SBR tanks are required so that one tank is always available to receive flow, while the others complete their treatment cycle.
Benefits of SBR
1. A higher degree of operational flexibility with respect to effluent quality and dissolved oxygen (DO) controlled aeration system.
2. Complete quiescent settling for TSS removal.
3. Nitrogen removal is Easy.
4. Lesser footprint.
5. Easy to upgrade.
6. Easy Automation which reduces operational staff requirement.
7. Lower initial capital cost.
8. Power consumption is typically less than that of a conventional plant with substantial power savings at lower flows. (i.e., greater turndown capability)